История технологического оборудования НКТБ «Пьезоприбор»
Современное технологическое оборудование НКТБ "Пьезоприбор" не может существовать без опыта и наработок, некогда полученных "отцами-основателями" школы "Пьезоэлектрическое приборостроение" в г. Ростове-на-Дону.
Расширение областей применения пьезоэлементов на основе пьезокерамики стимулировало не только инструментальные исследования сегнето- и пьезоэлектрических явлений в поликристаллических сегнетоэлектриках, но и заставляло обратить серьезное внимание на совершенствование технологического процесса производства таких материалов, составной частью которого является поляризация.
Сегнетоэлектрическая керамика приобретает пьезоэлектрические свойства в процессе поляризации - воздействии на нее достаточно сильного электрического поля. Режим поляризации - комплекс внешних воздействий на сегнетокерамику (величина поляризующего поля, температура, время воздействия поля) определяет как достигаемый уровень пьезоактивности, так и сохраняемость параметров пьезоэлементов в процессе их эксплуатации.
Необходимость воздействия на сегнетокерамику сильных электрических полей требует (по классической технологии) погружения ее на время поляризации в жидкий диэлектрик, в качестве которого обычно используются трансформаторное масло или различные синтетические кремнийорганические жидкости. Использование жидкого диэлектрика позволяет проводить поляризацию при больших напряженностях электрического поля, но при этом температура поляризации ограничивается температурой воспламенения жидкого диэлектрика. (обычно рабочая температура составляет 250°С и кратковременно не более 350°С).
Жидкий диэлектрик при поляризации попадает в поры керамики и удаление его оттуда весьма затруднительно, а практически полностью удалить его невозможно. Поэтому, перед склеиванием составных преобразователей или пьезоэлементов, после промывки в моющих смесях из пор пьезокерамических элементов адсорбируют жидкий диэлектрик в вакууме при повышенной температуре в течение нескольких часов. Однако и такой обработкой не удается полностью удалить жидкий диэлектрик из пор пьезоэлемента. В то же время наличие даже небольших количеств масла на поверхности пьезоэлемента резко ухудшает адгезию клея при склеивании изделий из отдельных пьезоэлементов.
Таким образом, использование жидкого диэлектрика усложняет и удорожает технологический процесс производства пьезоэлементов и преобразователей, ведет к уменьшению прочности преобразователей, а, следовательно, к снижению предельно допустимых уровней излучаемой мощности и надежности. Особенно это важно для гидроакустических преобразователей.
Все это и определяло актуальность поиска и разработки эффективных промышленных способов поляризации без использования жидкого диэлектрика и создания оборудования, позволяющего реализовать этот способ в условиях промышленного производства.
Для способа поляризации без использования жидкого диэлектрика были проведены исследования процессов поляризации в поликристаллических сегнетоэлектриках в широком диапазоне температур. Выяснена взаимосвязь пьезоэлектрических, диэлектрических и упругих параметров пьезоэлементов с методами и режимами поляризации.
На основе проведенных исследований разработан способ поляризации сегнетокерамики в газообразном диэлектрике. Способ основан на воздействии постоянного электрического поля на предварительно разогретый пьезоэлемент, помещённый в среду сжатого газа. Способ поляризации защищен авторским свидетельством СССР № 556686, авторы: Крамаров О.П., Дорошенко В.А., Чеботаренко О.Б. Для реализации данного способа поляризации была разработана полуавтоматическая установка для поляризации промышленно выпускаемых пьезоэлементов, в основном крупногабаритных до 100 мм в диаметре для гидроакустики различной конфигурации. Поляризационная установка представляла собой высокопроизводительный (до 120 шт. конвейер карусельного типа с расположенными на карусели камерами высокого давления. Установка защищена авторским свидетельством СССР №677641, авторы: Чеботаренко О.Б., Дорошенко В.А., Крамаров О.П., Кравцов И.Н.
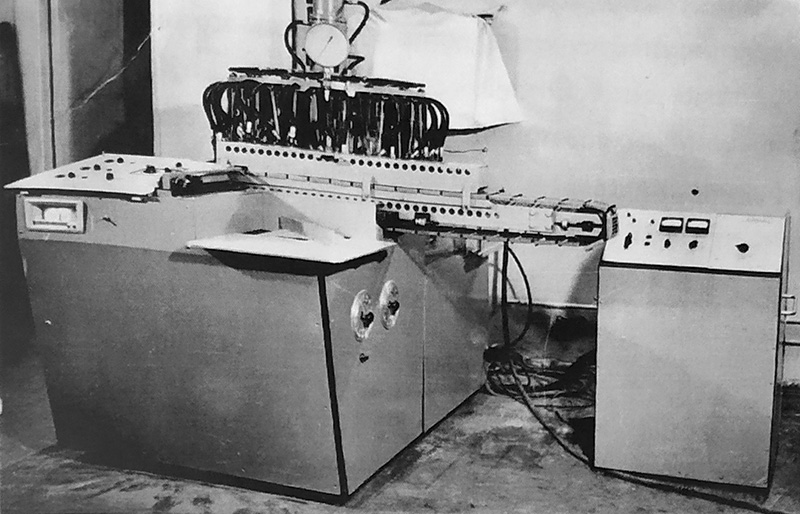
Установка поляризации пьезоэлементов «Вольт»
Данный способ поляризации и установка были внедрены в технологический процесс производства пьезоэлементов Волгоградского завода пьезокерамических изделий «Аврора» в 1975 году. Работа в целом была принята Государственной комиссией Минвуза РСФСР. Заводчане очень хорошо приняли новое оборудование, за исключением отдела труда и зарплаты, которым пришлось перерабатывать нормативы. Высокую оценку получила разработка и в министерстве электронной промышленности СССР. Заместитель министра электронной промышленности СССР Ильюшин С.В. 29 августа 1975 года обратился к заместителю министра высшего и среднего специального образования Кутепову А.М. и ректору РГУ Жданову Ю.А. с просьбой организовать выпуск подобных установок в РГУ, понимая, что выпуск указанных установок не является задачей Минвуза РСФСР. При этом МЭП для организации выпуска установок в РГУ брал на себя обязательства обеспечить работы необходимым финансированием на основе хозяйственных договоров и прямых заказов, обеспечить нужными материалами.
В последующие годы 1987-1989 в рамках хозяйственных договоров и договоров на передачу научно-технических достижений было изготовлено и внедрено 8 установок «Вольт» различных модификаций. Был полностью переоснащён участок поляризации завода «Аврора». При этом были заменены дорогостоящие конвейеры поляризации в жидком диэлектрике японского производства. Длительная эксплуатация разработанных установок показала их существенное преимущество перед ранее используемым импортным оборудованием. Это был первый опыт внедрения поляризационного оборудования в крупносерийное производство. Процесс был длительным и занимал много времени. Бригады специалистов КБ, сменяя друг друга, вместе с заводчанами работали месяцами на предприятии по внедрению установок в технологический процесс производства пьезоэлементов.
Коллектив сотрудников КБ, занимавшийся внедрением, получил ни с чем несравнимый опыт работы с серийным заводом, представителями ОТК и представителями военного Заказчика. Этот опыт помогал в дальнейшем при внедрении других установок на серийных заводах.
Участок поляризации, оборудованный установками «Вольт»
Внедрение способа поляризации без использования жидкого диэлектрика установок «Вольт» позволило добиться впечатляющих результатов:
• исключить использование дорогостоящего жидкого диэлектрика,
• ускорить процесс поляризации;
• сократить технологический цикл производства пьезоэлементов; исключая вредную пожароопасную и загрязняющую окружающую среду операцию по отмывке изделий;
• повысить (по сравнению с существующим методом поляризации в жидком диэлектрике) процент выхода годных изделий на 20 %;
• повысить прочность сцепления серебряных электродов с керамикой на 30 %;
• снизить себестоимость и повысить качество готовой продукции;
• улучшить условия труда и повысить его производительность.
Ранее в отечественной и зарубежной практике аналогичные установки отсутствовали. Эксплуатация установок «Вольт» за три года (1977-1979) дала экономический эффект 3,9 млн. рублей в ценах того времени. Установки «Вольт» были приняты в качестве базовых при проектировании и оснащении соответствующих участков и цехов заводов пьезокерамической отрасли.
Поиск и разработки способов поляризации без применения жидкого диэлектрика, начало которому было положено темой «Вольт» продолжались.
Был разработан способ поляризации пьезокерамических материалов, при котором заготовку нагревают до температур, превышающих температуру точки Кюри материала. Способ защищен авторским свидетельством СССР №788230, авторы: Крамаров О.П., Сокалло А.И., Хренкин В.А., Вусевкер Ю.А.
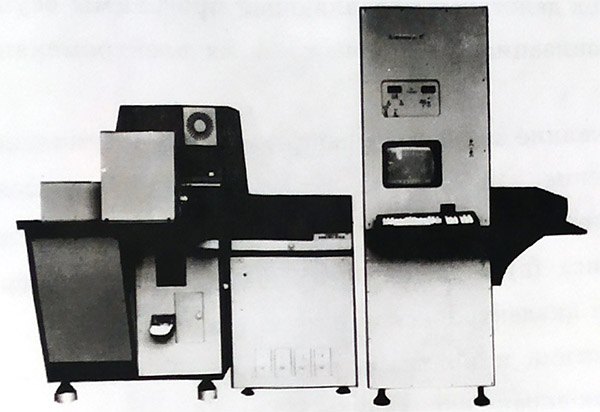
Способ поляризации и разработанная технология реализованы в установке поляризации в воздушной среде «ПВС».

Установка поляризации «ПВС»
Конструктивно поляризационная установка выполнена в виде электронной стойки и поляризационного агрегата. Электронная стойка состоит из высоковольтного источника и блоков управления температурой и скоростью движения конвейера, соединённых между собой электрическим кабелем. Поляризационный агрегат рамного типа, на котором закреплен непрерывный конвейер цепного типа. Равномерно по длине конвейера расположены 30 держателей пьезоэлементов. С противоположной стороны держателей находятся контакты для съёма высокого напряжения. Над конвейером находится печь туннельного типа. За печью, с противоположной стороны неподвижно закреплены токосъёмники на каждый цьезоэлемент. Установка имеет устройство для воздушного охлаждения пьезоэлементов и разгрузки образцов после поляризации.
При прохождении держателей через туннельную печь, заготовки нагреваются до заданной температуры. При выходе заготовок из печи, через контакт держателей подается высокое напряжение. При дальнейшем продвижении конвейера на пьезоэлемент подается струя воздуха, чтобы охладить пьезоэлементы и держатели. При обратном движении конвейера происходит выемка поляризованного элемента, который по наклонной плоскости попадает в накопительную коробку. По окончании работы коробка вынимается из установки и освобождается от поляризованных элементов.
Установка «ПВС» предназначена для поляризации малогабаритных пьезоэлементов диметром до 20 мм с производительностью до 800 шт./час.
Одна из первых модификаций установки «ПВС» была внедрена в 1983 году в технологический процесс серийного производства опытного завода «Ион», г. Крюково. Установки типа «ПВС» пользовались и по сей день пользуются большой популярностью. Они настолько улучают условна труда и производительность, что многие предприятия хотели их иметь в составе своего производства. Установки этого типа в последующие годы были внедрены на заводе медицинского оборудования «ЭМА» Москва, НПО ИТ, г. Королёв, Лермонтовское ГУП «ГМЗ», г. Лермонтово, Таганрогский завод «Прибой», г. Таганрог, ООО «Аврора-ЭЛМА», г. Волгоград.
Одна из таких установок вот уже более 30 лет эксплуатируется в НКТБ «Пьезоприбор».
Разработка оборудования для поляризации без использования жидкого диэлектрика продолжалась. В 1986 году была разработана автоматическая линия «Занавес-Р» для поляризации заготовок пьезоэлементов как с электродами, так и без электродов, Шириной 6-8 мм и высотой до 15 мм, с производительностью 700 шт./час. Линия автоматическая «Занавес-Р» представляет собой роторно-конвейерную линию, в управлении которой впервые было использовано микропроцессорное устройство. Линия обеспечивала:
- предварительную термообработку поляризуемых заготовок;
- поляризацию в воздушной среде пьезоэлементов как с электродами, так и без электродов;
- маркировку знака полярности;
- измерение пьезомодуля (D33 и ёмкости пьезоэлементов (с электродами);
- разбраковку пьезоэлементов на четыре группы по заданным интервалам значений параметров,
- печать на АЦПУ информации о параметрах технологического режима и результатах поляризации.
Автоматическая линия состоит из поляризационного модуля, измерительного модуля и стойки управления, которые соединены между собой электрическим кабелем. Между поляризационным и измерительным модулями имеется соединительный канал для перегрузки элементов в измерительный модуль, где осуществляется измерение параметров пьезоэлементов и производится сортировка их на четыре группы по заданным интервалам значений. С помощью стойки управления задаются и поддерживаются параметры технологического процесса, обеспечивается синхронизация работы всех электромеханических узлов, диагностика и контроль работоспособности узлов линии.
Технологический процесс осуществляется автоматически с помощью управляющей ЭВМ «Электроника» НМС 01.100.1 оператор выводит на экран дисплея информацию о заданных и текущих параметрах автоматической линии текущее время и дату, период контрольных распечаток, температуру и напряжение поляризации, значение диапазона разбраковки по величине пьезомодуля и емкости. При необходимости оператор производит корректировку параметров.
Линия автоматическая «Занавес-Р»
Линия автоматическая «Занавес-Р» в 1986 году была внедрена в серийное производство элементов для искровых генераторов опытного завода «Ион» г. Крюково. Использование ЭВМ требовало более высокой квалификации, теперь установку обслуживал не поляризаторщик, а оператор автоматической линии, что естественно повышало престиж профессии.
В 1989 году в НКТБ «Пьезоприбор» была разработана технология поляризации пьезоэлементов из материала ЦТС-НВ-1. По этой технологии разогрев пьезоэлементов осуществляется напряжением промышленной частоты. Такое воздействие помимо разогрева активирует сам процесс поляризации. При этом значительно снижаются затраты электроэнергии на разогрев по сравнению с обычными нагревательными печами. Для уменьшения разброса параметров поляризованных элементов (а это было одной из главных задач), пьезоэлемент после охлаждения подвергается воздействию электрического поля с одновременным контролем реверсивной емкости пьезоэлемента. При достижении заданного уровня реверсивной емкости происходило отключение поля.
Технология реализована в автоматизированной линии поляризации «Дельта». Автоматизированная линия состоит из поляризационного модуля, блока высоковольтного разогрева, и стойки управления, управление линией осуществлялось ЭВМ «Электроника» НМС 01.1001.2. Под действием управляющей программы производились:
- синхронизация и сопряжение всех электромеханических узлов линии;
- поддержание заданных параметров технологического режима;
- измерение параметров поляризованных пьезоэлементов (ёмкость С0, тангенс угла диэлектрических потерь tgδ, частот резонанса fr и антирезонанса fa), расчет пьезомодуля D33, скорости звука Vзв и относительной диэлектрической проницаемости ε/ε0;
- диагностика и контроль работы узлов линии с отображением информации на экране дисплея;
- накопление в памяти ЭВМ и. печать на АЦПУ информации о результатах поляризации и параметров технологического режима.
Использование ЭВМ облегчает поиск неисправностей, позволяет получать необходимую информацию о параметрах поляризованных пьезоэлементов, оперативно корректировать режим поляризации.
В 1990 году установки «Дельта» была внедрена в технологический процесс производства пьезоэлементов на заводе «Аврора» г. Волгоград.
В разработках технологии поляризации, оборудования и внедрении на разных этапах занимался коллектив специалистов НКТБ «Пьезоприбор». Большой вклад в разработку новых технологий и оборудования для поляризации пьезоэлементов без использования жидкого диэлектрика, а также внедрения их в промышленность внесли: Андрусенко К., Ахматов А.И., Богуш М.В., Валявин Ю., Винокурцев В.В., Вусевкер Ю.А., Дерезин В.Н., Дорошенко В.А., Карташев А.А., Киреев Г.Н., Копелиович М.Б., Кравцов И.Н., Крамаров О.П., Круглов А.К., Ладакин Г.К., Левин И.Я., Лопаткин Н., Магер В.П., Медный В.Е, Михин Ю.И., Могоровский В.Е., Новиков Ю.П., Ольсевич А.Е., Рысс Б.Я., Семенков Ю.Ф., Стадникова Л.И., Сундуков П.П., Таранов Н.М., Федоров А.С, Чеботаренко О.Б.
Авторы изобретений после внедрения получили знаки «Изобретатель СССР».